

絲錐螺紋全自動檢測儀
東莞威哲精密儀器有限公司為各大絲錐及螺絲生產廠家訂制全自動中徑、大徑、小徑、角度、錐度、跳動 測量儀。
提供規格:M1-M10的測量范圍,測量重復性0.002-0.005mm.全自動旋轉,自動找尋最大寬度。提高螺紋測量的效率,讓螺紋全檢進一步簡單化,測量人員只需要放置產品。歡迎來洽談方案。
以下為幾種螺紋參量的測量方法:
本文介紹了幾種螺紋參量的測量方法:綜合測量法(量規測量法)、三針測量法和儀器測量法等,并對這幾種測量法進行了比較。綜合測量法(量規測量法)測量螺紋效率高,三針測量法適合測量外螺紋中徑,儀器測量法則可以一次測出多個參數。
一、綜合測量法(量規測量法)
螺紋的檢驗可用綜合測量,也可單項測量。螺紋量規檢驗螺紋屬綜合測量。螺紋量規的形狀和被測螺紋量規的形狀相反,通規與止規配對使用。目前工廠使用的螺紋量規一般按圖1所示的傳遞系統傳遞。
由圖1可看出,內、外螺紋制件均可通過一種合格的螺紋量規以旋合法檢驗,其基本要點是:
1)螺紋基本尺寸集中控制在外螺紋量規上,這是因為外尺寸簡單,易達到足夠的準確度。
2)螺紋量規(塞規或環規)與制件旋合,是一種理想的螺旋副,這時檢驗制件的塞規或環規就是一種傳遞尺寸的理想標準,它滿足量學上的一個基本準則,即量規僅用基準尺寸與被檢制件進行比較,通過的量規(1_r、1Y 、T)是全牙形,它控制被檢制件的全部尺寸,不通過量規(TZ、zZ、Z),則是截短牙形,它只控制被檢制
件的實際螺紋中徑尺寸。
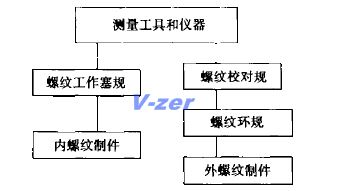
圖1 螺紋量規的傳遞系統
螺紋與制件旋合,可出現四種典型情況:1)量規與制件半角相等,但其中有一個偏斜,只要中徑不一樣,它們能旋合,但牙面是點接觸。
2)螺距不同,但只要內螺紋中徑~gp[-螺紋中徑足夠大,同樣也可能出現點接觸。
3)中徑一樣大,半角不同,這時不能旋合。
4)半角不同,但中徑有足夠差別,它們也可旋合。因此,只要采用通端和止端的兩種量規,就可對螺紋制件的全部尺寸(螺紋內徑、中徑、外徑、螺距、牙型角)進行綜合檢查。
1.1 檢驗內螺紋的量規
1)通端工作塞規用以控制被檢內螺紋的大徑最小極限尺寸和作用中徑的最小極限尺寸,其牙型完整,螺紋長度與被檢螺紋長度一樣,一般8~9扣,合格標志為順利通過被檢內螺紋。
2)止端工作塞規控制被檢內螺紋的實際中徑,為消除牙型誤差,制成截斷牙型,為減少螺距誤1 1差影響,其扣數為2 1~3 扣,合格標志是不能通過,但可以部分旋入,多于4扣的內螺紋旋入量不得多于2扣;少于4扣的,兩端旋入量不得多于2扣。
3)通端驗收塞規的檢驗作用與螺紋通端工作塞規相同,一般是選取部分磨損的,但螺距和半角誤差較小的通端塞規,驗收人員用以驗收螺紋制件,其中徑尺寸因磨損而稍小,可減少被通端工作塞規檢驗為合格而被驗收塞規驗成不合格的矛盾。驗收塞規無止端。
1.2 檢驗外螺紋的量規1)通端工作環規綜合控制被檢外螺紋內徑最小極限尺寸和作用中徑的最大極限尺寸,完整牙型,螺紋長度與被檢外螺紋旋合長度相當,8~9扣,合格標志是能通過被檢螺紋。2)止端螺紋環規只控制被檢外螺紋的實際中徑的最小極限尺寸。截短牙型,扣為2 1~3扣,合格標志是不能通過,但允許部分旋入。多于4扣的外螺紋,旋入量不得多于3 扣;少于4扣的旋入量不得多于2扣。3)通端驗收環規的作用與通端工作環規相同,一般也是從部分磨損后的工作環規中選取。
二、 螺紋的單項測量
2.1 外螺紋中徑的三針測量法
把三根直徑相同的圓柱形量針放入被測螺紋的溝槽里(圖2),其中兩根同側,另一根放在對面與兩根針相鄰溝槽的中間槽內,用量具或儀器以相對接觸或絕對接觸測出量針外廓最大距離 值,再用公式算出被測螺紋中徑。三針放于被測螺紋溝槽內(圖2),則
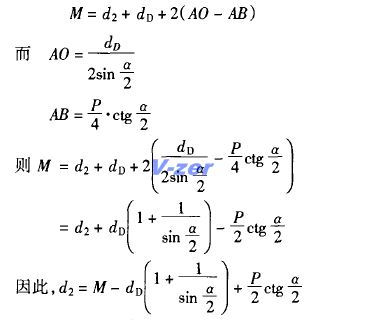
其中, ——量針外廓最大距離,單位mm; d2——被測螺紋中徑,單位mm;P—— 螺距,單位mm;a/2—— 牙型半角,單位(。);dD—— 三針直徑,單位mm;
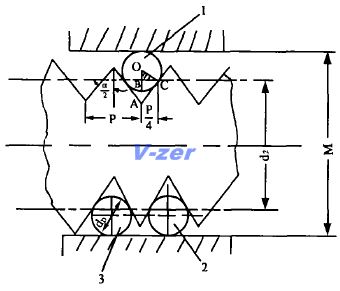
圖2 外螺紋中徑的三針測量法
測量中如何選取三針呢?量針的大小與所測螺紋的螺距及半角有關。量針應放于溝槽內接觸點間距離為螺紋中徑處,這樣三針為最佳三針,即dD (cos a/2) - P/2 = 0 從而 dD = P / 2cos( a/2 )求得最佳三針直徑。
三、 儀器測量法
3.1 外螺紋的工具顯微鏡測量法
外螺紋的各種幾何參數(牙型角、螺距、中徑等)全部都可在萬能工具顯微鏡上測出,并且有很多方法。
3.1.1 影像法
先用焦棒把顯微鏡的焦距調準,將要測螺紋裝上,按照光圈表選擇光圈,再將立柱傾斜螺旋角 ,然后移動顯微鏡和測件,使被測量齒形進入視野,通過調整使齒形輪廓在軸平面上清晰,即可對各參數進行測量。這些參數包括中徑、螺距、螺型角等。
1)中徑測量:將目鏡視場中米字線中心虛線與調整清楚的螺紋牙形輪廓的影像壓線,記下橫向讀數,再將顯微鏡的立柱沿橫向行程移動,使目鏡米字線中心虛線與螺紋直徑對面的另一個牙形輪廓的影像相壓,工作臺縱向不能移動,讀出橫向第二次讀數,兩次讀數之差即為螺紋中徑值。為消除安裝時螺紋制件軸線不垂直于導軌所產生的誤差,可在同一牙廓多次測量取其平均值,在另一側測量,取平均值,進行計算。
2)螺距測量:同樣將顯微鏡立柱傾斜一個螺紋升角,使顯微鏡目鏡米字線中心虛線與螺紋牙形輪廓影像相壓,記下縱坐標讀數,然后移動工作臺,讀出相鄰同名齒的縱坐標值,兩數差就是螺距值。為消除螺紋軸線和測量方法不平行所引起的系統誤差,在測量時,左右牙廓各讀一次取其平均值。
3)螺型角測量:螺紋安裝方法同前。目鏡中米字線與螺紋牙輪廓用光隙法壓線,其角度直接在角度目鏡中讀出,測量時左右牙要測,螺紋軸線兩側也要測,然后對相對的同一螺旋面上所測得兩個半角分別取代數和,即可求出被測左、右螺形半角值。
3.1.2 軸切法(量刀法)
軸切法就是用量刀在螺紋定義截面——軸線平面上進行測量。它的測量數值能比較正確地反映羅紋量規幾何尺寸的實際情況。在用軸切法測量螺紋幾何參數時,首先要選用量刀,由于顯微鏡是光學儀器,其視場中心的成像比邊緣好,所以用與刃口0.3mm刻線的量刀,但螺距較大的,由于螺旋角的影響,能使0.3mm刻線被螺旋面蓋沒,因此只能使用0.9mm刻線的量刀來滿足要求。一般0.3mm量刀距離的測刀大致上測0.5 3mm的螺紋,0.9 mill刻線距離的測刀大致上測3 6mm螺距的螺紋。
在安裝量刀前,應安排好使用條件,即在儀器中央顯微鏡上換上3×物鏡,因為3×物鏡是和目鏡內分劃板上所刻a、b、C-.d平行虛線相適應的,所以量刀刻線能a—a、b—b、C—c、d—d相密合。換上3×物鏡后,再在物鏡滾花圈上裝上半鍍銀反光鏡,其作用是從下面上來的投射光通過它的反射落到量刀的表面,進入物鏡,使量刀刻線在視場內成像。然后裝上墊板和彈簧壓板,最后安裝量刀。對刀前旋轉中央立柱,使其沿螺紋螺旋角方向傾斜一個被測螺紋的螺旋角,調整焦距使量刀口物象清晰,對刀,使刃口和螺紋輪廓密合無光。
完成對刀后,必須把中央立柱放回“O”位。這時,就可測量螺紋中徑、螺距、牙型角,方法與影像法相同,不同的是其壓線壓的是量刀上的0.3mm或0.9mm刻線。使用量刀的壓線方法,由使用的量刀是0.3mm還是0.9mm來決定的。如果是0.3mm的,利用米字線分劃板上距中心虛線的第一條虛線壓量刀上的刻線;如果是0.9mm的,則用距中心的最外一條虛線壓量刀上的刻線。
測完后的數據處理與影像法一樣。其余還有光學靈敏杠桿接觸法、干涉法、套像法、組合量塊比較法測量外螺紋等等。
3.2 內螺紋中徑的儀器測量法
儀器測量法測量內螺紋中徑的測量原理與三針法測量外螺紋中徑相似。可在臥式光學比較儀或臥式測長儀上測量。通常都配有測鉤,根據內螺紋的螺距,按三針測量法測量外螺紋的原理來選擇最佳直徑的測球,即可測量內螺紋的中徑。用測鉤測量屬比較測量。測量前,先用螺紋側塊和塊規組成的標準尺寸調整好儀器雙鉤,然后再進行測量。側塊帶有標準螺紋角。兩個側塊相距尺寸 用塊規控制,另外在一個側塊下墊P/2尺寸的塊規(圖3),此時 E 的尺寸應為: 其中,d2——螺紋中徑; P——螺距; 口/2——螺紋半角; n、6—— 測塊常數;
其中,d2——螺紋中徑; P——螺距; 口/2——螺紋半角; n、6—— 測塊常數;
螺紋中徑:
內螺紋螺距和牙型角一般用模印和澆鑄法進行,這種方法的首要條件是選擇適當的材料,適當的澆鑄夾具,測量方法相當于測量外螺紋。
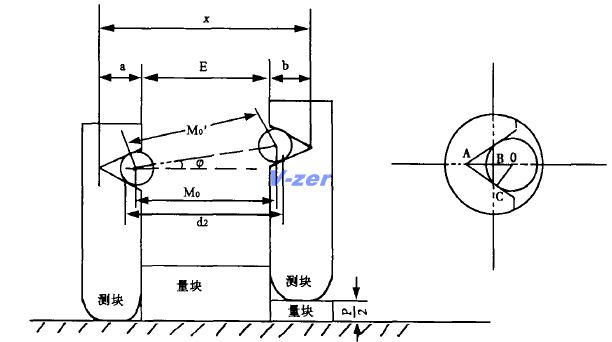
圖3 內螺紋中徑的儀器測量法
四、 結束語
總之,經過對幾種方法的比較發現:螺紋量規測量螺紋效率高,生產工人用工作量規進行批量生產很方便,檢測部門控制好量規就能保證生產質量。三針測量外螺紋中徑,精度較高,根據三針的精度可控制在小于4/~rn或8個 以內,如果精度要求高,要對測力、螺形角、螺距、三針所引起的誤差修正,這種方法用的比較多,也方便。儀器測量螺紋其優勢就是一次可測出多個參數,其中軸切法精度高,缺點是安裝復雜,技術要求高,在測量螺距較小的螺紋時,對刀困難而不得不采用其他方法。測鉤測內螺紋時,由于引起誤差的因素較多,精度不夠高,可以用校對規則把內螺紋的測量轉化成外螺紋的測量,這樣就簡單多了。
作者簡介: 李俊,1967年生,畢業于東南大學成教院幾何量體、 機械量計量與管理專業,從事本專業十一年。
(聲明:本文僅代表作者觀點,不代表威哲精密立場。)